
고객지원
자료실
[기술자료] 12. 2D (=Line)와 3D (=Area) 표면거칠기의 관계
1. 2D 거칠기란 무엇인가?
- 2D 거칠기(Ra, Rz 등)는 하나의 선(Line)을 따라 얻은 프로파일(Profile)
즉, 표면 전체가 아니라 표면을 가로지르는 ‘한 줄’을 잘라서 해석한 값
2. 2D 측정의 근본적인 한계
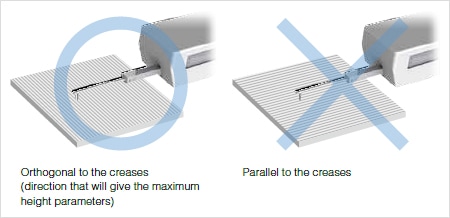
① 방향 의존성 (Directionality Problem) : 가공면은 대부분 **방향성(Lay)**을 가집니다.
- 연삭 → 일정 방향 줄무늬
- 선삭 → 원형 패턴
- 연마 → 방향성 혼재
그런데 2D는 측정 방향에 따라 결과가 달라집니다.
예:
- 가공 방향과 평행하게 측정 → Ra 낮게
- 가공 방향과 수직으로 측정 → Ra 높게
👉 같은 표면인데도 결과가 달라질 수 있습니다.
② 국소 대표성 문제 (Representativeness) : 2D는 한 줄만 보기 때문에
- 우연히 깊은 결함을 지나면 → Ra 증가
- 결함을 피하면 → Ra 감소
즉, 표면 전체 특성을 대표하지 못할 가능성이 있습니다.
3. 숫자로 보는 2D 한계 예제
같은 표면에서 서로 다른 위치에서 측정:
측정 위치 | Ra (µm) |
위치 A | 0.82 |
위치 B | 1.35 |
위치 C | 0.74 |
평균은 0.97 µm 하지만 실제 표면에는 깊은 국소 결함 1곳이 존재.
2D는 그 결함을 “우연히 포함했는지”에 따라 결과가 달라집니다.
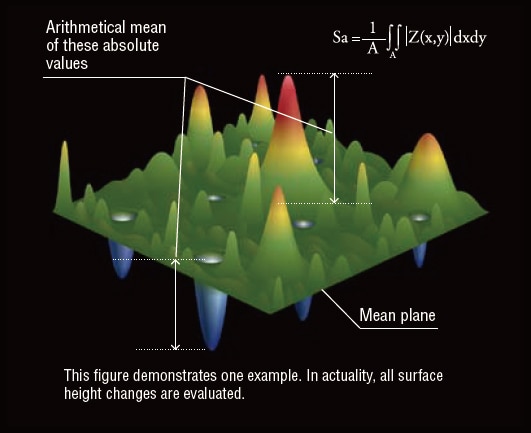
4. 3D 면거칠기란 무엇인가?
3D 거칠기(Surface Areal Roughness)는 한 줄이 아니라 일정 면적 전체를 측정합니다.
즉,
“선(Line)”이 아니라
“면(Area)”을 분석
5. 2D vs 3D 개념 비교
구분 | 2D 거칠기 | 3D 거칠기 |
측정 방식 | 선(Line) | 면(Area) |
대표 파라미터 | Ra, Rz | Sa, Sz |
방향 영향 | 매우 큼 | 거의 없음 |
국소 결함 영향 | 큼 | 평균화 가능 |
표면 패턴 분석 | 제한적 | 가능 |
기능성 평가 | 간접적 | 직접적 |
6. 같은 Ra인데 전혀 다른 3D 표면
앞서 예제에서:
- 두 표면 모두 Ra = 1.0 µm
하지만 3D 분석 결과:
파라미터 | 표면 A | 표면 B |
Sa | 1.0 | 1.0 |
Ssk | -0.1 | -1.4 |
Sku | 3.0 | 5.2 |
Spd (peak density) | 높음 | 낮음 |
Vvv (valley volume) | 낮음 | 매우 높음 |
👉 표면 B는 깊은 계곡 구조가 존재 → 윤활/마찰/밀봉 특성 완전히 달라짐
2D Ra만 보면 전혀 구분되지 않음.
7. 기능 관점에서 3D가 중요한 이유
① 마찰 및 마모
접촉은 “면적 전체”에서 발생
→ 선 하나로는 설명 불가
② 윤활 유지
윤활유는 골(Valley) 구조의 체적과 관련
→ 3D의 **Volume parameter (Vv, Vvc 등)**가 필요
③ 코팅 및 접착
코팅은 면 전체에 형성
→ 면 거칠기 Sa, Sq, Sdr가 중요
④ 광학 성능
빛은 면 전체에서 산란
→ 3D RMS(Sq)가 더 직접적 지표
8. 필터링과 3D의 관계
2D에서 λc가 중요했던 것처럼 3D에서도 **Areal filter(λc area equivalent)**가 존재합니다.
하지만 3D는:
- 방향 의존성 감소
- 전체 면적 평균
- 공간 주파수 분석 가능
즉, 2D는 “1차원 신호 처리” 3D는 “2차원 공간 분석”
Summary
1. 2D는 공정 관리에 유용
- 하지만 기능성/성능 예측에는 한계 존재
- 특히 고기능 부품(반도체, 광학, 정밀기계)은 → 표면의 면적 특성이 중요
2. 따라서 3D 면거칠기 분석이 필수
2D 거칠기는 ‘선’의 평균이며, 3D 거칠기는 ‘면’의 특성이다.
문의 사항이 있으시면 아래 메일로 문의 해주세요
감사합니다.